

News
 熱門推薦
熱門推薦
 不鏽鋼(gāng)裝飾(shì)展櫃
不鏽鋼(gāng)裝飾(shì)展櫃
 不(bú)鏽鋼水波紋頂
不(bú)鏽鋼水波紋頂
 室內不鏽鋼裝飾
室內不鏽鋼裝飾
 不鏽鋼(gāng)裝飾加工
不鏽鋼(gāng)裝飾加工
 不鏽鋼酒店背(bèi)景牆
不鏽鋼酒店背(bèi)景牆
 不鏽鋼裝飾
不鏽鋼裝飾
 不鏽鋼(gāng)背景牆
不鏽鋼(gāng)背景牆
 酒(jiǔ)店不鏽鋼裝飾
酒(jiǔ)店不鏽鋼裝飾
 不鏽鋼裝飾工程
不鏽鋼裝飾工程
 不鏽鋼裝飾燈
不鏽鋼裝飾燈
 玫瑰金不鏽鋼
玫瑰金不鏽鋼
 定做不鏽鋼雕塑(sù)
定做不鏽鋼雕塑(sù)
 不鏽鋼彎頭
不鏽鋼彎頭
 不(bú)鏽鋼篩網
不(bú)鏽鋼篩網
 不鏽鋼鏈板
不鏽鋼鏈板
 不鏽鋼(gāng)烤(kǎo)漆
不鏽鋼(gāng)烤(kǎo)漆
 不鏽鋼風管
不鏽鋼風管
 304不鏽鋼
304不鏽鋼
 201不鏽鋼(gāng)
201不鏽鋼(gāng)
 一體化不鏽鋼門(mén)套
一體化不鏽鋼門(mén)套
 樓梯間不鏽鋼門套
樓梯間不鏽鋼門套
 酒店不鏽鋼裝飾工程
酒店不鏽鋼裝飾工程
 不鏽鋼假山
不鏽鋼假山
 不鏽鋼家具
不鏽鋼家具
 不鏽鋼裝飾條
不鏽鋼裝飾條
 不鏽鋼(gāng)屏風背景牆
不鏽鋼(gāng)屏風背景牆
 不(bú)鏽鋼屏風裝飾
不(bú)鏽鋼屏風裝飾
 金色不鏽鋼屏風
金色不鏽鋼屏風
 室(shì)外不鏽鋼屏風
室(shì)外不鏽鋼屏風
 輕(qīng)奢不鏽鋼屏風
輕(qīng)奢不鏽鋼屏風
 不鏽(xiù)鋼屏風定做
不鏽(xiù)鋼屏風定做
 玫瑰金不鏽(xiù)鋼屏風
玫瑰金不鏽(xiù)鋼屏風
 酒店(diàn)不鏽鋼屏風
酒店(diàn)不鏽鋼屏風
 不鏽鋼屏風定製
不鏽鋼屏風定製
 不鏽(xiù)鋼酒(jiǔ)櫃製作
不鏽(xiù)鋼酒(jiǔ)櫃製作
 不鏽鋼造型頂
不鏽鋼造型頂
 不鏽鋼異形天花頂
不鏽鋼異形天花頂
 不鏽鋼酒櫃(guì)直供(gòng)
不鏽鋼酒櫃(guì)直供(gòng)
 不鏽鋼加工製作
不鏽鋼加工製作
 不鏽鋼(gāng)造型
不鏽鋼(gāng)造型
 不鏽鋼(gāng)大門設計
不鏽鋼(gāng)大門設計
 不鏽鋼大門設計
不鏽鋼大門設計
 不鏽(xiù)鋼大門定製
不鏽(xiù)鋼大門定製
 不鏽鋼屏風大門
不鏽鋼屏風大門
 不鏽鋼大門現貨
不鏽鋼大門現貨
 不鏽鋼庭院大門
不鏽鋼庭院大門
 不鏽鋼書櫃(guì)
不鏽鋼書櫃(guì)
 不鏽(xiù)鋼裝飾書櫃
不鏽鋼裝飾書櫃
不鏽(xiù)鋼裝飾書櫃
不鏽鋼裝飾書櫃
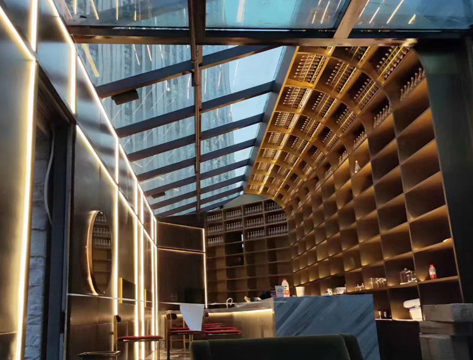
 不鏽鋼酒店(diàn)輕奢裝飾
不鏽鋼酒店(diàn)輕奢裝飾
 不鏽鋼酒店大(dà)堂
不鏽鋼酒店大(dà)堂
 不鏽鋼酒店裝飾
不鏽鋼酒店裝飾
 不鏽鋼輕奢屏風
不鏽鋼輕奢屏風
 不鏽鋼輕奢裝飾
不鏽鋼輕奢裝飾
 不鏽鋼管切割
不鏽鋼管切割
 不鏽鋼(gāng)真空鍍鈦
不鏽鋼(gāng)真空鍍鈦
 不(bú)鏽鋼(gāng)彎管
不(bú)鏽鋼(gāng)彎管
 不鏽鋼激光(guāng)焊
不鏽鋼激光(guāng)焊
 不(bú)鏽鋼折彎機
不(bú)鏽鋼折彎機
 不鏽鋼剪板機
不鏽鋼剪板機
 不鏽鋼(gāng)刨槽機(jī)
不鏽鋼(gāng)刨槽機(jī)
 不鏽鋼展架
不鏽鋼展架
 不(bú)鏽鋼裝(zhuāng)飾屏風
不(bú)鏽鋼裝(zhuāng)飾屏風
 不鏽鋼造型雕塑
不鏽鋼造型雕塑
 不鏽鋼(gāng)造型
不鏽鋼(gāng)造型
 異形不鏽鋼屏風隔斷(duàn)
異形不鏽鋼屏風隔斷(duàn)
 中式不鏽鋼(gāng)屏風
中式不鏽鋼(gāng)屏風
 不鏽鋼管子
不鏽鋼管子
 不(bú)鏽鋼(gāng)園林(lín)屏風
不(bú)鏽鋼(gāng)園林(lín)屏風
 不鏽鋼(gāng)庭院屏風
不鏽鋼(gāng)庭院屏風
 不(bú)鏽鋼(gāng)書架
不(bú)鏽鋼(gāng)書架
 不鏽鋼酒櫃
不鏽鋼酒櫃
 不(bú)鏽鋼定製製品
不(bú)鏽鋼定製製品
 家裝不鏽鋼屏風
家裝不鏽鋼屏風
 不鏽鋼藝術屏風
不鏽鋼藝術屏風
 不鏽鋼屏風裝飾
不鏽鋼屏風裝飾
 不鏽鋼屏風展廳
不鏽鋼屏風展廳
 不鏽(xiù)鋼屏風樣式
不鏽(xiù)鋼屏風樣式
 不鏽鋼(gāng)樓梯(tī)屏風
不鏽鋼(gāng)樓梯(tī)屏風
 不鏽鋼家裝屏風
不鏽鋼家裝屏風
 不鏽鋼複古屏風
不鏽鋼複古屏風
 不鏽鋼仿古屏風
不鏽鋼仿古屏風
 不(bú)鏽鋼園林雕塑
不(bú)鏽鋼園林雕塑
 不鏽鋼(gāng)酒店雕塑
不鏽鋼(gāng)酒店雕塑
 不鏽鋼景觀雕塑
不鏽鋼景觀雕塑
 不鏽鋼(gāng)雕(diāo)塑設計
不鏽鋼(gāng)雕(diāo)塑設計
 不鏽鋼雕塑工程
不鏽鋼雕塑工程
 不鏽鋼雕塑定製
不鏽鋼雕塑定製
 不鏽鋼旋轉門
不鏽鋼旋轉門
 不鏽鋼(gāng)酒(jiǔ)店旋轉門
不鏽鋼(gāng)酒(jiǔ)店旋轉門
 家裝不(bú)鏽鋼廚具(jù)
家裝不(bú)鏽鋼廚具(jù)
 不鏽鋼(gāng)廚(chú)房用具(jù)
不鏽鋼(gāng)廚(chú)房用具(jù)
 不鏽(xiù)鋼廚房廚具
不鏽(xiù)鋼廚房廚具
 不鏽鋼裝飾線條
不鏽鋼裝飾線條
 不鏽鋼造型線條
不鏽鋼造型線條
 不鏽鋼線條
不鏽鋼線條
 不(bú)鏽鋼踢腳(jiǎo)線
不(bú)鏽鋼踢腳(jiǎo)線
 不鏽鋼板材異形
不鏽鋼板材異形
 不鏽(xiù)鋼板材批(pī)發
不鏽(xiù)鋼板材批(pī)發
 不鏽鋼板材
不鏽鋼板材



不鏽鋼脈衝穿孔:用高峰值功率脈衝激光熔化或(huò)汽化少量材(cái)料,常(cháng)用空氣或氮氣作為普通氣體,以減少氧化放熱引(yǐn)起的(de)孔膨脹,蘭州不鏽鋼切(qiē)割(gē)時氣體壓力低於(yú)氧氣壓力。每一個脈衝(chōng)激光隻產生一個小粒子射流,它一步一(yī)步深入,所以厚板衝(chōng)壓需要幾(jǐ)秒鍾。穿孔完成後,氣體變成氧氣進行不鏽鋼切割。這樣穿(chuān)孔的直(zhí)徑很小,而且穿孔是在爆破穿孔中進行的。
因此使用的激光(guāng)不僅具有高功(gōng)率,而且重要的是光束(shù)的時間和空間特(tè)性,一般(bān)橫流氧氣激光不(bú)能滿(mǎn)足激光切割的要求。另外,脈衝穿孔需(xū)要氣路控製係統來實現氣體類型和氣體壓力的切換以及穿孔時間的控製。
秉承(chéng)誠信、專(zhuān)注質量與技術發展
ADHERING TO INTEGRITY, FOCUSING ON QUALITY AND TECHNOLOGY DEVELOPMENT蘭州金泰泓不鏽鋼有限公司(sī)
 掃一掃添加微信
掃一掃添加微信
 掃一掃添加(jiā)微信
掃一掃添加(jiā)微信
歡迎您的留言,我(wǒ)們會盡快回複您!
 當前(qián)位置:
當前(qián)位置: